Water quench roller adalah peralatan mekanikal yang digunakan secara meluas dalam pengeluaran perindustrian moden, terutamanya dalam bidang keluli, metalurgi, pemprosesan mekanikal, dan lain-lain, dan ia memainkan peranan penting. Penggelek pelindap air tertakluk kepada suhu tinggi, tekanan tinggi dan hakisan bahan menghakis semasa operasi. Oleh itu, rawatan permukaan roller adalah penting untuk prestasi dan hayatnya. Untuk meningkatkan rintangan haus, rintangan kakisan dan rintangan suhu tinggi roller quench air, proses penyaduran permukaan telah menjadi salah satu kaedah rawatan biasa.
Sebagai kaedah rawatan permukaan yang cekap, teknologi penyaduran elektrik boleh meningkatkan prestasi penggelek pelindap air dengan menyadurkan lapisan logam atau aloi pada permukaan penggelek, menjadikannya berfungsi lebih baik dalam persekitaran yang keras. Artikel ini akan membincangkan proses penyaduran permukaan penggelek air secara terperinci, menganalisis pelbagai langkah dan peranannya dalam meningkatkan prestasi penggelek.
Apakah peranan dan permintaan penyaduran penggelek air?
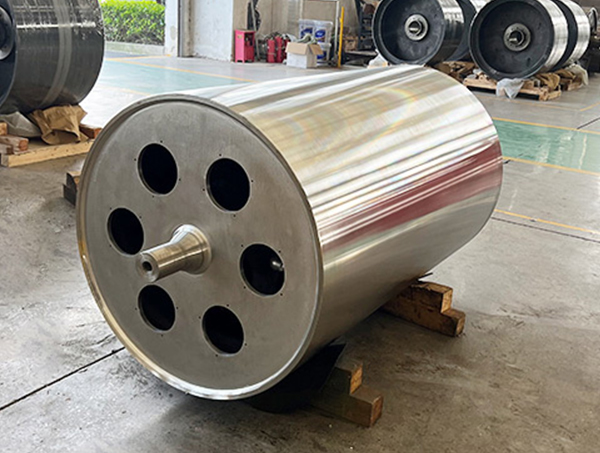
Sebagai komponen utama yang sangat diperlukan dalam industri metalurgi dan keluli, roller pelindap air digunakan terutamanya untuk menyejukkan bahan logam selepas bergolek. Persekitaran kerjanya sangat keras. Permukaan penggelek perlu menahan suhu tinggi, hakisan media menghakis yang kuat dan haus fizikal yang kuat. Oleh itu, bahan permukaan roller quench air mesti mempunyai rintangan suhu tinggi, rintangan kakisan dan rintangan haus. Proses penyaduran elektrik adalah salah satu cara yang berkesan untuk memperbaiki sifat-sifat ini.
Tujuan utama penyaduran penyaduran penggelek air termasuk:
· Meningkatkan rintangan haus: Dengan penyaduran logam keras seperti kromium, nikel, dsb., kekerasan permukaan roller dapat ditingkatkan dengan berkesan, haus dapat dikurangkan, dan hayat perkhidmatan dapat ditingkatkan.
· Meningkatkan rintangan kakisan: Penyaduran elektrik boleh meningkatkan rintangan pengoksidaan dan rintangan kakisan logam permukaan dengan berkesan, supaya penggelek mengekalkan kestabilan yang baik dalam persekitaran kerja yang keras.
· Meningkatkan kestabilan haba: Lapisan saduran elektrik boleh mengekalkan kekuatan dan ketahanannya pada suhu tinggi, dan mengelakkan ubah bentuk atau kerosakan permukaan di bawah keadaan suhu tinggi.
· Kurangkan pekali geseran: Lapisan saduran elektrik boleh mengubah kekasaran permukaan penggelek, mengurangkan pekali geseran apabila bersentuhan dengan bahan, mengurangkan penggunaan tenaga dan meningkatkan kecekapan pengeluaran.
Oleh itu, dengan merawat roller pelindap air dengan proses penyaduran permukaan, prestasi dan hayat perkhidmatannya boleh dipertingkatkan dengan ketara, kos penyelenggaraan dapat dikurangkan, dan kecekapan pengeluaran dapat ditingkatkan.
Apakah langkah-langkah proses penyaduran permukaan penggelek pelindap air?
Proses penyaduran elektrik adalah proses yang kompleks yang melibatkan pelbagai langkah, dan perincian dan kawalan setiap langkah secara langsung akan mempengaruhi kesan penyaduran akhir. Proses penyaduran penggelek air biasanya merangkumi langkah-langkah utama berikut:
1. Prarawatan
Prarawatan adalah langkah penting dalam proses penyaduran elektrik, yang menyediakan asas lekatan yang baik untuk lapisan penyaduran seterusnya. Kebersihan permukaan penggelek pelindap air secara langsung mempengaruhi kualiti lapisan penyaduran elektrik. Prarawatan yang tidak betul boleh menyebabkan lapisan penyaduran elektrik tidak melekat atau terkelupas.
Langkah-langkah utama prarawatan termasuk:
· Penyahgris: Permukaan penggelek pelindap air mudah melekat pada kekotoran seperti minyak, pelincir, dsb. semasa digunakan, dan minyak permukaan mesti dikeluarkan dengan pelarut kimia atau cara mekanikal.
· Penjerukan: Permukaan penggelek pelindap air dijeruk dengan larutan berasid (seperti asid hidroklorik atau asid sulfurik) untuk menghilangkan skala oksida, lapisan karat dan kotoran lain di permukaan. Selepas penjerukan, lapisan liang-liang kecil akan terbentuk di permukaan, yang sesuai untuk lekatan lapisan penyaduran elektrik.
· Pencucian air: Selepas penjerukan, permukaan perlu dibilas dengan air bersih untuk membuang sisa bahan berasid dan mengelak daripada menjejaskan proses penyaduran elektrik yang berikutnya.
· Pembersihan elektrolitik: Dalam sesetengah kes, pembersihan elektrolitik mungkin diperlukan untuk terus menanggalkan kotoran permukaan. Proses ini menggunakan arus elektrik untuk melarutkan kotoran dan kekotoran pada permukaan penggelek pelindap air dalam larutan akueus.
Selepas prarawatan selesai, permukaan penggelek pelindap air hendaklah licin dan bersih untuk memastikan lapisan penyaduran elektrik boleh dipasang secara sekata.
2. Pemendapan lapisan penyaduran elektrik
Pemendapan lapisan elektroplating adalah langkah teras proses penyaduran elektrik. Dalam proses ini, ion logam dikurangkan ke permukaan roller quench air melalui tindak balas elektrolitik untuk membentuk lapisan penyaduran logam. Logam penyaduran biasa termasuk kromium, nikel, kuprum, zink, dll. Logam yang berbeza boleh memberikan penggelek sifat yang berbeza.
· Penyaduran nikel: Lapisan penyaduran nikel mempunyai rintangan kakisan yang baik, rintangan haus, dan kekuatan ikatan yang baik, dan sering digunakan untuk perlindungan permukaan di bawah keadaan umum.
· Penyaduran krom: Lapisan penyaduran krom mempunyai rintangan haus dan kekerasan, dan sering digunakan dalam situasi yang memerlukan rintangan haus yang tinggi. Lapisan penyaduran krom keras biasanya mempunyai kekerasan yang lebih tinggi, yang boleh memanjangkan hayat perkhidmatan roller pelindap air dengan berkesan, terutamanya dalam suhu tinggi dan persekitaran menghakis yang kuat.
· Penyaduran kuprum: Lapisan penyaduran kuprum mempunyai kekonduksian terma yang baik dan rintangan pengoksidaan, dan biasanya digunakan untuk beberapa keperluan penyaduran khas, seperti penggelek pelindapkejutan air yang meningkatkan kekonduksian terma.
· Penyaduran komposit: Penyaduran komposit merujuk kepada penyaduran lapisan logam yang berbeza. Yang biasa termasuk penyaduran komposit nikel-kromium dan penyaduran komposit nikel-kuprum. Ia boleh menggabungkan kelebihan pelbagai logam dan memenuhi keperluan persekitaran kerja yang lebih kompleks.
Semasa proses penyaduran elektrik, adalah perlu untuk mengawal parameter dengan tepat seperti arus, voltan, suhu larutan, nilai pH, dan kepekatan larutan penyaduran untuk memastikan keseragaman, lekatan dan kekerasan lapisan saduran.
3. Selepas rawatan
Selepas lapisan penyaduran diendapkan, permukaan penggelek pelindap air masih memerlukan rawatan lanjut untuk memastikan kestabilan, kemasan, dan ketahanan lapisan saduran. Langkah-langkah utama pasca pemprosesan termasuk:
· Rawatan pasif: Pasif ialah proses biasa selepas penyaduran elektrik. Ia terutamanya membentuk filem pelindung pada permukaan lapisan penyaduran dengan kaedah kimia, dengan itu meningkatkan rintangan kakisan lapisan penyaduran. Lapisan pempasifan berkesan boleh menghalang hakisan bahan luaran dan meningkatkan keupayaan anti-pengoksidaan lapisan penyaduran elektrik.
· Pengeringan: Penggelek pelindapkejut air selepas penyaduran elektrik perlu mengeluarkan lembapan pada permukaan melalui proses pengeringan untuk mengelakkan sisa kelembapan daripada menyebabkan pengelupasan atau pengaratan lapisan penyaduran.
· Rawatan penggilapan: Untuk meningkatkan kelicinan dan estetika permukaan penggelek, lapisan penyaduran elektrik biasanya digilap selepas siap. Menggilap bukan sahaja boleh meningkatkan penampilan permukaan, tetapi juga meningkatkan lagi rintangan haus dan mengurangkan geseran permukaan.
· Rawatan pengerasan: Dalam sesetengah kes, untuk meningkatkan kekerasan lapisan penyaduran, penggelek pelindapkejut air selepas penyaduran elektrik perlu dirawat haba atau dikeraskan dengan laser. Proses ini boleh meningkatkan lagi rintangan haus dan kekerasan lapisan penyaduran elektrik.
4. Pemeriksaan dan ujian kualiti
Selepas melengkapkan penyaduran elektrik dan pasca pemprosesan, pemeriksaan kualiti yang ketat mesti dijalankan untuk memastikan kualiti lapisan penyaduran elektrik dan prestasi penggelek pelindapkejutan air memenuhi keperluan. Item pemeriksaan biasa termasuk:
·Pemeriksaan ketebalan: Gunakan instrumen khas untuk mengukur ketebalan lapisan penyaduran elektrik untuk memastikan ia memenuhi keperluan reka bentuk.
·Pemeriksaan lekatan: Periksa lekatan lapisan penyaduran melalui ujian pengelupasan, ujian calar, dan kaedah lain untuk memastikan lapisan penyaduran dilekatkan dengan kukuh pada permukaan penggelek dan tidak akan jatuh akibat geseran dan hentaman dalam persekitaran kerja.
·Ujian kekerasan: Lakukan ujian kekerasan pada lapisan penyaduran elektrik untuk memastikan kekerasannya memenuhi piawaian yang diperlukan dan memenuhi keperluan rintangan haus.
·Ujian rintangan kakisan: Nilaikan rintangan kakisan lapisan penyaduran elektrik melalui ujian semburan garam dan kaedah lain untuk memastikan ia boleh kekal stabil dalam persekitaran yang keras.
Peningkatan prestasi penggelek pelindap air dengan proses penyaduran elektrik
Selepas proses penyaduran permukaan, prestasi penggelek air telah meningkat dengan ketara. Secara khusus, ia ditunjukkan dalam aspek berikut:
·Peningkatan rintangan haus: Lapisan penyaduran elektrik boleh meningkatkan kekerasan permukaan penggelek pelindap air dengan ketara, menahan haus yang disebabkan oleh geseran, dan dengan itu meningkatkan hayat perkhidmatan penggelek.
· Rintangan kakisan yang dipertingkatkan: Roller pelindapkejut air saduran mempunyai rintangan kakisan yang lebih kuat, boleh menahan hakisan bahan berasid dan beralkali, semburan garam, dan faktor persekitaran lain, dan memastikan kestabilan roller dalam persekitaran yang keras.
· Kestabilan haba yang dipertingkatkan: Lapisan saduran mempunyai rintangan suhu tinggi, boleh kekal stabil di bawah keadaan kerja suhu tinggi, dan mengelakkan penuaan permukaan atau ubah bentuk akibat suhu tinggi.
· Peningkatan ketepatan pemprosesan: Permukaan penggelek pelindapkejut air selepas penyaduran elektrik adalah licin, yang mengurangkan geseran, memastikan ketepatan pemprosesan bahan, dan meningkatkan kecekapan pengeluaran.
 +86-15371769898
+86-15371769898 [email protected]
[email protected]